











公司配备多名20年以上经验的工程师,能够协助合作伙伴在新品研发阶段提供建设性意见和方案,使产品高效快速落地











先进器械设备(台)
生产员工规模(人)
自营工厂规模(㎡)
工艺加工中心(个)
原材料仓库(个)
年产能(万件)
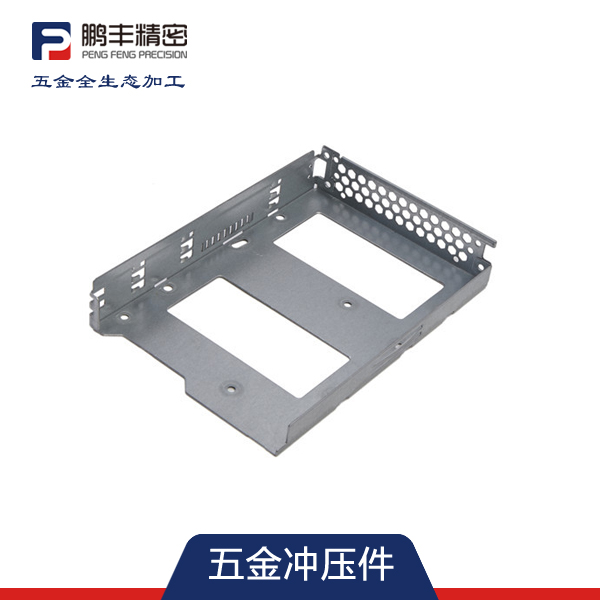
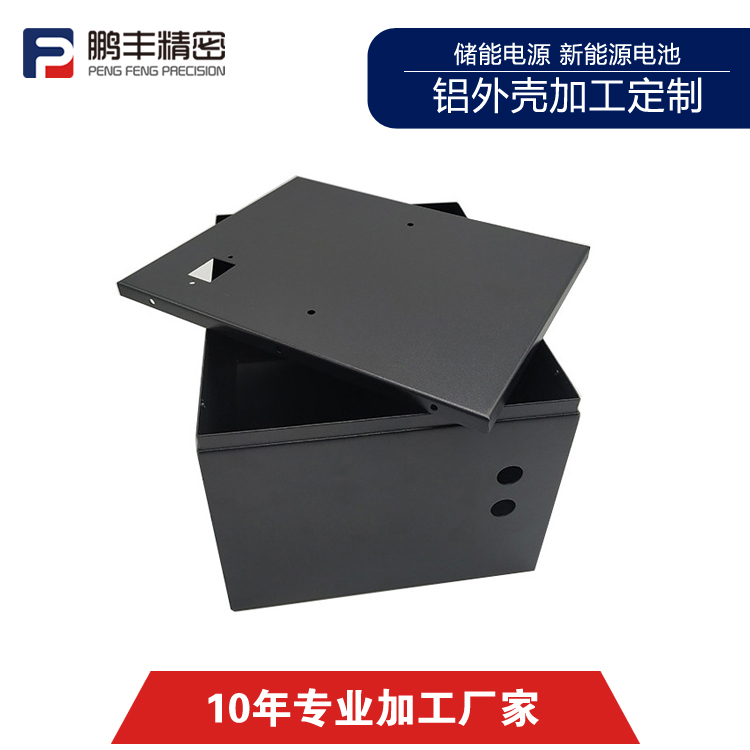
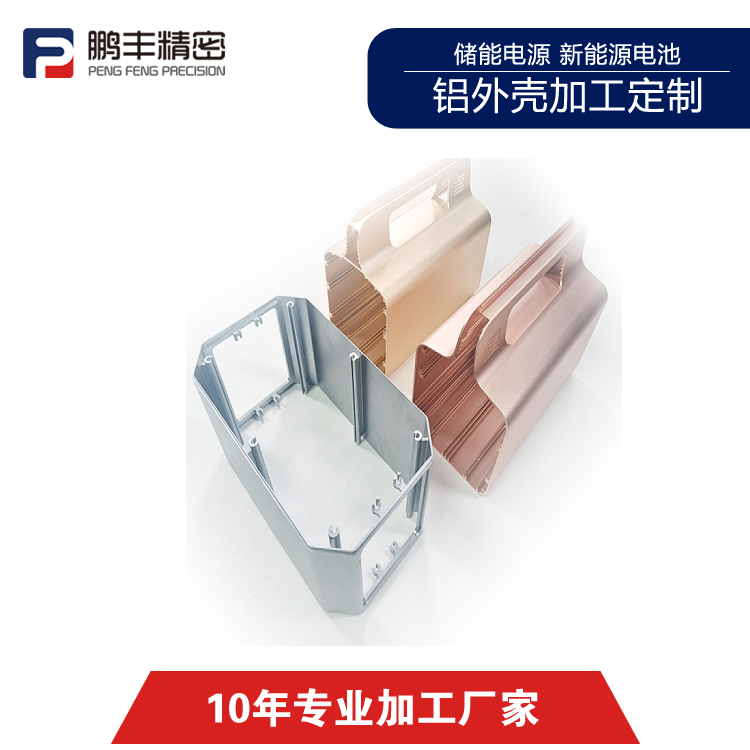
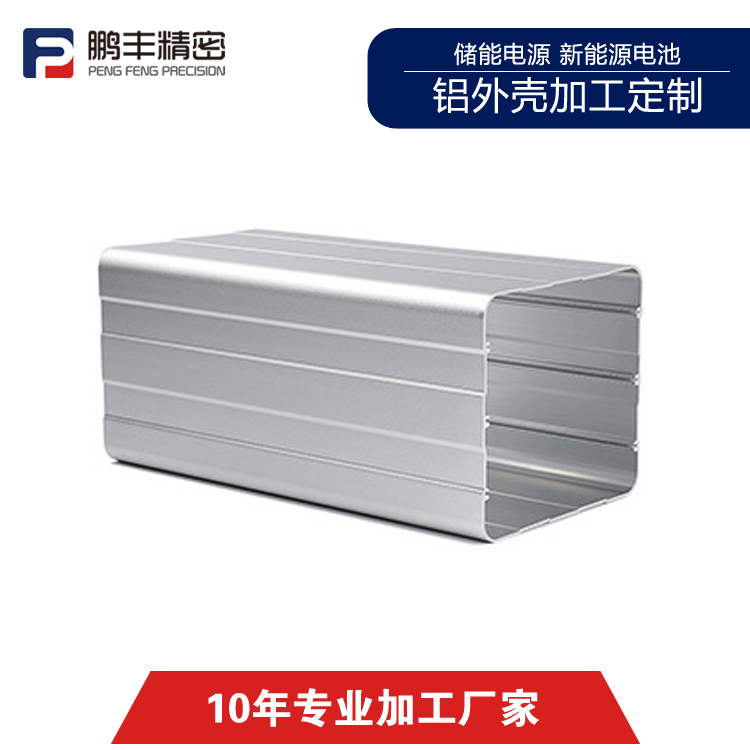
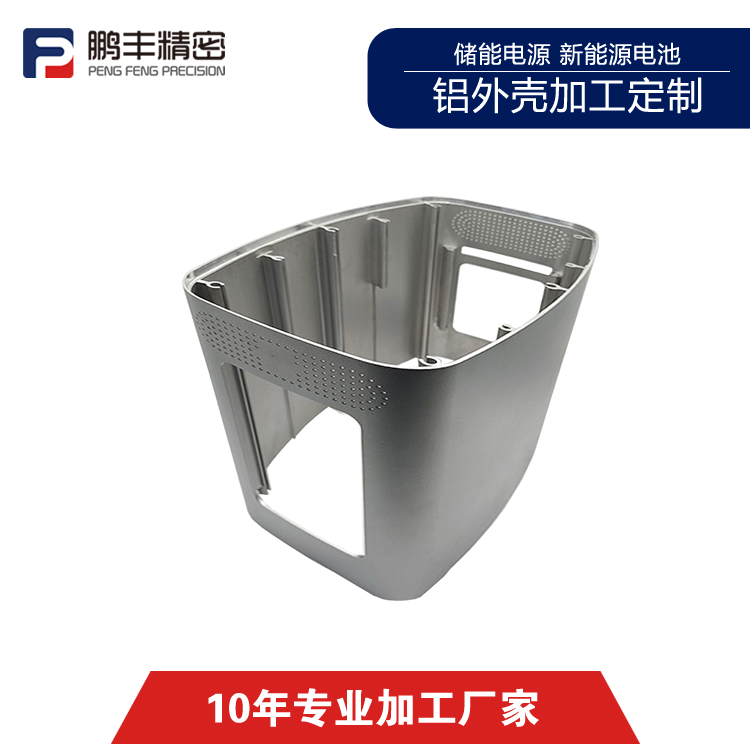
拉伸模具冲压电池壳是一种常用的制造电池外壳的工艺方法。该方法通过使用拉伸模具,将金属板材在冲压机上进行拉伸成型,从而得到所需形状的电池壳。拉伸模具冲压电池壳具有···
2024-04-15拉伸模具产品破裂是一个常见的问题,但可以通过以下方法修复:1. 首先,检查破裂的位置和程度。如果破裂只是表面裂纹,可以使用金属焊接或填充剂进行修复。如果破裂较严重,···
2024-04-12当拉伸模具产品变形太大时,可以考虑以下几种处理方法:1. 优化模具设计:重新评估模具的设计,包括材料选择、结构设计等方面,以提高产品的稳定性和抗变形能力。2. 调整模···
2024-04-11拉伸模具材料的选择对于模具的使用寿命和产品质量有着重要的影响。以下是几种常见的拉伸模具材料及其特点:1. 高速钢:高速钢具有良好的耐磨性和高温硬度,适用于加工高硬度···
2024-04-10鹏丰精密五一放假通知: 4月30月至5月3号,共放假四天,4号正常上班,请各位合作伙伴安排好下单的时间。 顺祝大家五一节日快乐!
2023-04-28现代的生活越来越忙碌,许多人都不会注意生活中的一些科普小常识,以至于生活中总会有一些小问题困扰着我们,下面我们来看关于清明节的小知识。欢迎阅读!清明节又叫踏青节、···
2023-04-05三八妇女节其实是十九世纪在资本主义蓬勃发展背景下的妇女解放运动发展的实际成果,起源于美国,也是国际妇女斗争的纪念日,是一个非常伟大并且非常有纪念意义的节日,三八···
2023-03-08轴类零件是一种常见的零件类型,其结构为旋转体,长度一般大于直径,在各种机械设备中有广泛地使用,用来支承传动零部件,传递扭矩和承受载荷。轴类零件的加工要遵循一定的···
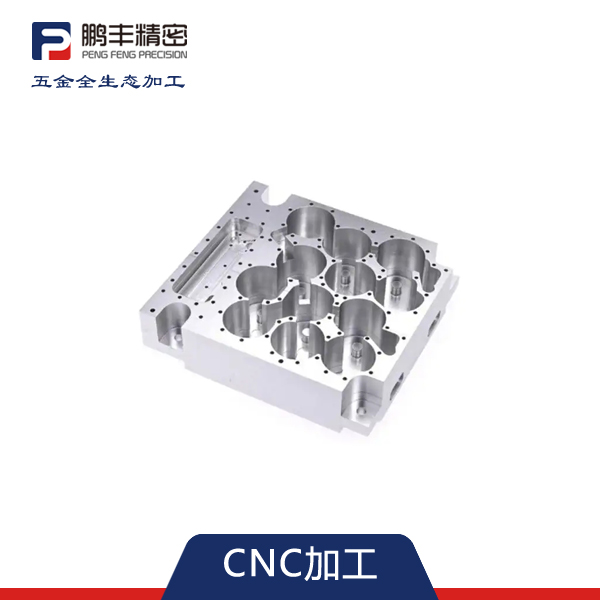
2022-08-05看着一个零件很简单,其实不然。你可能不知道加工一个零件到底有多复杂,不同的刀具,不同的切削方式,不同的参数设定等等。数控加工工序的划分一般可按下列方法进行:(1)···
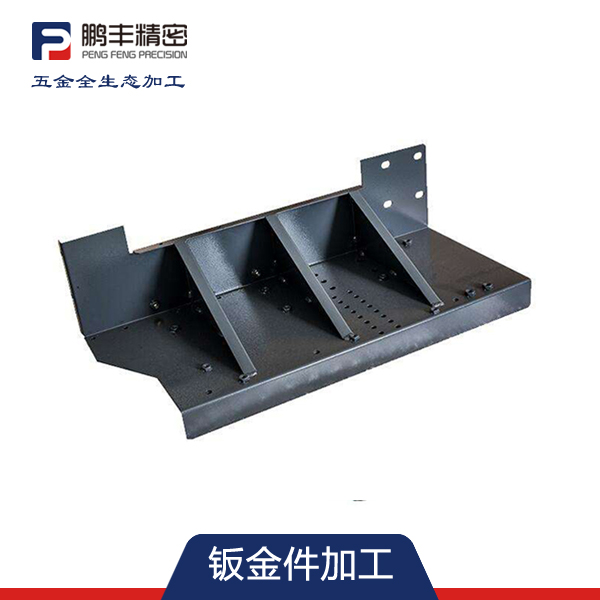
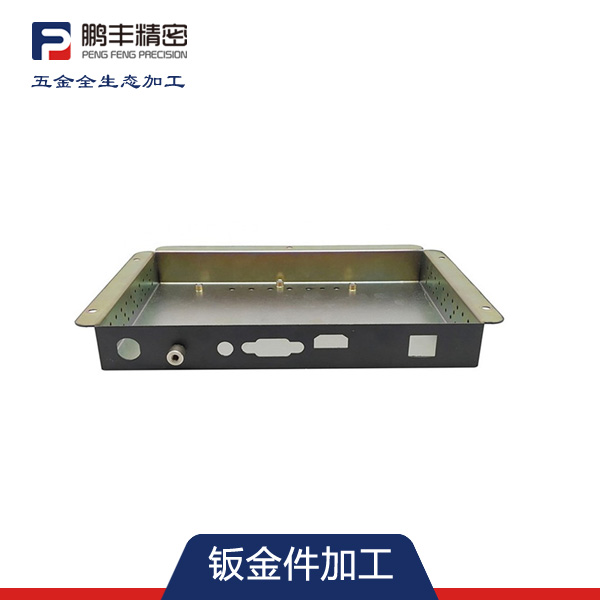
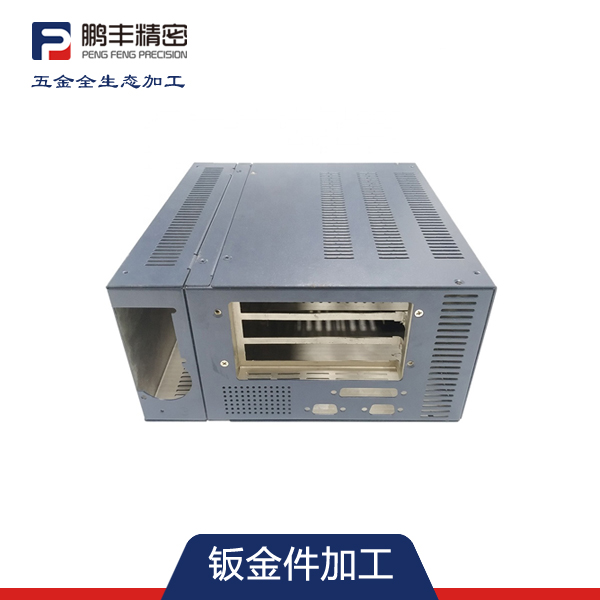
2022-07-27钣金是如何加工的?金属板经过切割、冲压、冲孔、剪切、成型、弯曲、焊接、轧制、铆接、钻孔、攻丝和机加工。硬件可以插入到钣金零部件中。组件可以刷涂、电镀、阳极氧化、···
2022-06-09在五金加工中,通常冲压件的隔离层处理是对五金冲压件表面上的毛坯进行隔离层处理,特别是在五金冲压拉伸加工过程中体现出来,所以要使用润滑剂或进行隔离层处理。详细的加···
2022-04-13Copyright © 2022 深圳市鹏丰精密五金有限公司 All Rights Reserved 粤ICP备18084774号



 135-2877-5529
135-2877-5529